6、还有一些与模具有关的名词:
分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表明处理、试模(TEST MOLD)、改模、装模、交模等。
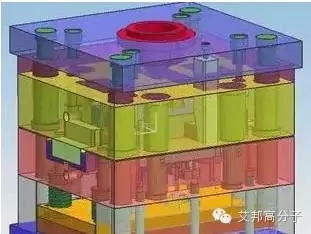
7、从上可看一套模具按其各部件的功效可细分为:
流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
(二)分类
1、按结构分为两大类:大水口模具及细水口模具,又称单分型面模具、双(多)分型面模具;
2、按热流道分为:普通流道模具及热流道模具。热流道模具除能满足有特别结构、特大型的制品需要外,其还具有生产效率高、无水口爆发的特性。从模具造价方面来说虽然贵很多,但从长远生产来讲还是很节俭成本的。
3、 按注塑的色彩数量分为:单色模具、双色模具、三色模具。
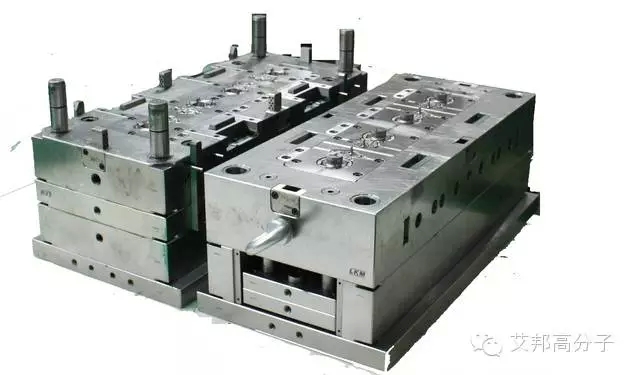
4、 按模具钢料之硬度又可分为软模、硬模。硬模通常用较硬的钢材(如LKM8407#钢材)制成,也有把软模经热处理得到的。
一些大公司,一般都会先开一套软模,待模具改好,样板OK后,00。再开几套雷同的硬模。比如NOKIA的手机模具,在开发阶段时就会先开软模,正式生产用的必是硬模。硬模除单价高外,其应用寿命高,啤件质量稳固,外观精湛。有些硬模保养好的话,历经二十几年几百万次啤塑后,其啤件仍很俏丽,你看如何成为一名合格的塑胶。几乎像新模时刚啤出的一样!!!
模具的报价策略和结算方法:
模具的报价与结算是模具估价后的延续和成果。从模具的估价到模具的报价,只是第一步,而模具的最终方针,是通过模具制作交付应用后的结算,看着塑胶模具结构。形成最终模具的结算价。在这个过程里,人们总是祈望,模具估价=模具价格=模具结算价。
而在实际操作中,这四个价并不完美相等,有可能涌现波动误差值。这就是以下所要讨论的问题。当模具估价后,需要进行恰当处理。收拾成模具的报价,为签定模具加工合同做根据。通过重复洽谈切磋,最后形成双方均认可的模具价格,签定了合同。才可正式开始模具的加工。
模具估价后,并不能赶忙直接作为报价。一般说来,还要根据市场行情、客户心理、竞争对手、形态等因素进行综合分析。对估价进行恰当的收拾,在估价的基础上增加10-30%,提出第一次报价。经过讨价还价,可根据实际情形调低报价。然尔,当模具的切磋报价低于估价的10%时。需重新对模具进行改良细化估算,在保证保本有利的情形下,签定模具加工合同,最后断定模具价格。模具价格是经过双方认可且签定在合同上的价格。
这时形成的模具价格,有可能高于估价或低于估价。当切磋的模具价格低于模具的保本价进,需重新提出修正模具请求、前提、方案等,降低一些请求,以期可能降低模具成本,重新估算后,听听塑胶模具招聘,再签定模具价格合同。应当指出,模具是属于科技含量较高的专用产品,不应当用低价,甚至是亏本价去逢迎客户。而是应当做到优良优价,把保证模具的质量、精度、寿命放在第一位,而不应把模具价格看得过重,否则容易引起误导动作。寻求模具低价,就较难保证模具的质量、精度、寿命。便宜一般不是模具行业之所为。然而,当模具的制作与制品开发是同一核算单位或是有经济利益关系时,在这种情形下,模具的报价,应以其成本价作为报价。
模具的估价仅是估算模具基础成本价部分,事实上,其它的成本费用暂不考虑,待以后制品生产的成本,再提取模具费附加值来作为抵偿。但此时的报价不能作为真正的模具的价格,只能是作为模具前期开发费用。今后,一旦制品开发成功,应提取模具费附加值,返还给模具制作单位,两项合计,才能形成模具的价格。这时形成的模具价格,有可能会高于第一种情形下的模具价格,甚至报答率很高,是原一般模具价格的几十倍,数百倍不等。当然,也有可能报答率等于零。
五、 常用塑胶原料的特征
【1】分类
1、定义:
塑胶即塑料是一种以合成的或天然的高分子为重要成分的物质,通常含有添加剂等成分,广义地说,它是一种在一定温度及压力下可塑造成一定形式的高分子有机材料。在1996年颁布的新国标(GB/T 2035-1996)对塑料重新定义为:以高聚物为主要成分,并在加工为成品的某各阶段可流动成型的材料。
2、塑料的组成:
塑料的主要成分是合成树脂,再加上一些添加剂及填充材料。
a、合成树脂----合成的有机高分子化合物,其结构单元主要由碳原子、氢原子、氧原子及其它如硫原子、硅原子等通过化学键等连接组成。
b、填充材料-----常用有玻璃纤维、碳素纤维、碳酸钙(CaCO3)、二氧化硅(SiO2)、金属粉、木粉、棉布、石棉、云母、石粉等。
c、添加剂-----常用有增塑剂、稳固剂、光滑剂、着色剂、抗静电剂、阻燃剂、抗UV剂等。
3、一般而言,塑胶原料可大分为两大类:
实际制作中,几种加工工艺交错在一起,需要模具设计人员与模具师傅安排好各个环节,一步出错,满盆皆负!返工往往造成对模具的侵害,做进去的模就不俏丽了。要补救好的话,只能换料。这将增长时间和成本,而很多时候时间是最重要的。现在模具行业竞争很热烈,客户给模房的时间都很急,不能按时交模,最终将失去客户!
各加工机械设备的功效简介:
1、 锣床
用于待遇铣、切较形式较简略、规矩的工件,如直线、斜线;常用来加工精度不是很高的工件,模胚开框、模仁、行位开料等。
2、 车床
要用于圆形的工件加工,如唧嘴、定位环、法兰、圆形模呵(CORE)、圆形铜公等;精度可达较高的请求。
3、 磨床
要用于钢料磨平,磨基准等,学习塑胶模具设计师。可满足大部精度请求。
4、 钻床
要用于钻空、攻牙、打运水孔等。
5、 CNC(电脑锣)
已成为现代化模具工业的标记性设备,主要用于复杂、不规矩曲面的数控加工。其特性是精度高、可靠性好、效率高,基本上任何模具的加工都离不开它。型腔、铜公等工件的加工都由它完成;它几乎可以加工任何形式的工件。电脑锣由野心机程式把持,因此,其操控人员——CNC编程员除对电脑锣加工把持软件熟悉以外,还要对模具结构及加工方法有深入的研究。一个光懂加工软件而不懂模具结构及加工方法的编程员只能是纸上谈兵。一名优良的编程员一般都经过3~5年的实践才可达成,其薪金一般都在RMB5.0K以上!目前,珠三角区域常用的加工设计软件是: UG、MasterCAM、CIMATRON
6、 火花机,用于电蚀工件
把电极(铜公)装在机头上,通过机器的外部电路把持电流放电在工件上蚀出和电极形式一样的凹腔。工模术语:EMD加工。
7、 线切割机,用于工件外形的切割
它把一根极细的钼丝穿过预先在工件上打的孔,按照电脑内的数据,持钼丝放电及运行,在工件上割出设定的形式。一般钼丝直径为0.07~0.10mm,因此,它加工的精度也很高。线切割分为快走丝、慢走丝。一般模房的线切割机都属快走丝,慢走丝顾名思意即加工速度很慢。慢走丝单价为快走丝3~5倍。有个细节需提一提,即慢走丝应用的水是纯清水。
七、塑胶模具设计要点
1)模具报价
图纸评审完成后,下一步可进行报价。
a、起首要看客户的请求,因为请求决定材料的选择以及热处理工艺;
b、选择好材料,出一个粗略的模具方案图,从中算出模具的重量和热处理需要的费用。(都是毛胚重量)
c、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格比是1.5~3 :1,模架的加工费用一般是1 :1;
d、风险费用是以上总价的10%;
f、税率;
g、设计费用是模具总价的10%;
2)模具设计
客户确认报价及支付第一笔预付款(定金)后,即可安排模具设计及加工。
八、 模具设计经验谈:
下面是在模具设计时应考虑的要点,供参考。
①、当把成品图调进模图时,成品图必须乘缩水。(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。
②、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。
③、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。
④、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关。
⑤、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。CORE料边至回针应有10mm距离。 CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm。
⑥、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。
⑦、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。
⑧、任何一种塑胶入水位置应避免从唧咀直行入型腔。
⑨、镜面透明之啤塑(K料、亚加力、PC等)应注意,冷料井入水流量及入水位置不能直衡(冲),一般作成“S”型缓冲入水,扇形浇品,使成品表面避免产生气级流雲。